 Noarmet SRL - Líder en Herramientas Diamantadas:
Discos Diamantados.
Brocas Sacatestigos.
Asesoramiento Técnico.
Noarmet SRL - Líder en Herramientas Diamantadas:
Discos Diamantados.
Brocas Sacatestigos.
Asesoramiento Técnico.




Idóneo para cortar asfalto y asfalto sobre hormigón. También permite cortar hormigón sin fraguar y, esporádicamente, hormigón. Segmentos protectores impiden un desgaste prematuro del disco de soporte y garantizan una durabilidad máxima.
| Hormigón Curado (Con ranurado estrecho) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Pos. | D. Aprox | Diámetro Acero | Espesor Acero | Espesor Pastilla | Sectores | A | B | L |
| 01 | 200 | 190 | 1.2 | 1.8 | 15 | 12 | 6 | 33 |
| 02 | 250 | 240 | 1.6 | 2.3 | 18 | 12 | 8 | 33 |
| 03 | 300 | 290 | 1.8 | 2.8 | 18 | 14 | 10 | 40 |
| 04 | 350 | 340 | 2.2 | 3.2 | 21 | 14 | 10 | 40 |
| 05 | 400 | 390 | 2.5 | 3.4 | 24 | 14 | 12 | 40 |
| 06 | 450 | 440 | 2.8 | 3.8 | 26 | 14 | 12 | 40 |
| 07 | 500 | 490 | 3.2 | 4.0 | 30 | 14 | 10 | 40 |
| 08 | 550 | 540 | 3.5 | 4.3 | 32 | 14 | 12 | 40 |
| 09 | 600 | 590 | 3.5 | 4.8 | 36 | 14 | 10 | 40 |
| 10 | 700 | 690 | 4.0 | 5.0 | 50 | 40 | 12 | 40 |
| 11 | 800 | 790 | 4.5 | 6.0 | 57 | 14 | 3 | 40 |
| 12 | 900 | 884 | 4.5 | 6.0 | 57 | 14 | 3 | 40 |
| Solicitar información sobre diámetros especiales | ||||||||
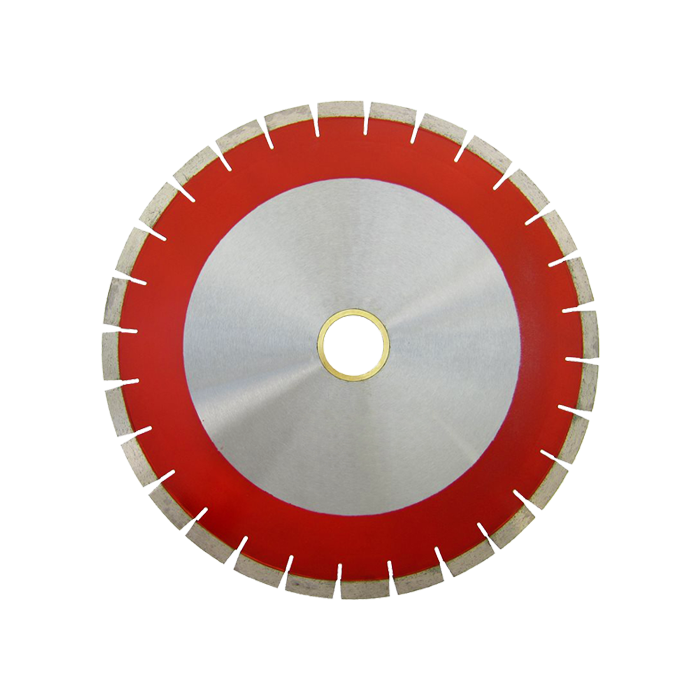
Discos Diamantados para corte de Mármol y Granito. Diamante Altamente Concentrado para mayor poder de corte y máxima vida útil.
| Diámetros |
|---|
| 250 m.m. |
| 300 m.m. |
| 350 m.m. |
| 400 m.m. |
Con Tecnologia de Punta y un Constante Control de Calidad en cada pieza fabricada, nuestros discos ofrecen una capacidad superior en Rendimiento y Calidad de Corte.
| Hormigón Curado (Con ranurado estrecho) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Pos. | D. Aprox | Diámetro Acero | Espesor Acero | Espesor Pastilla | Sectores | A | B | L |
| 01 | 200 | 190 | 1.2 | 1.8 | 16 | 12 | 3 | 33 |
| 02 | 250 | 240 | 1.6 | 2.3 | 21 | 12 | 3 | 33 |
| 03 | 300 | 290 | 1.8 | 2.8 | 21 | 14 | 3 | 40 |
| 04 | 350 | 340 | 2.2 | 3.2 | 25 | 14 | 3 | 40 |
| 05 | 400 | 390 | 2.5 | 3.4 | 28 | 14 | 3 | 40 |
| 06 | 450 | 440 | 2.8 | 3.8 | 32 | 14 | 3 | 40 |
| 07 | 500 | 490 | 3.2 | 4.0 | 36 | 14 | 3 | 40 |
| 08 | 550 | 540 | 3.5 | 4.3 | 40 | 14 | 3 | 40 |
| 09 | 600 | 590 | 3.5 | 4.8 | 42 | 14 | 3 | 40 |
| 10 | 700 | 690 | 4.0 | 5.0 | 50 | 14 | 3 | 40 |
| 11 | 800 | 790 | 4.5 | 6.0 | 57 | 14 | 3 | 40 |
| Solicitar información sobre diámetros especiales | ||||||||



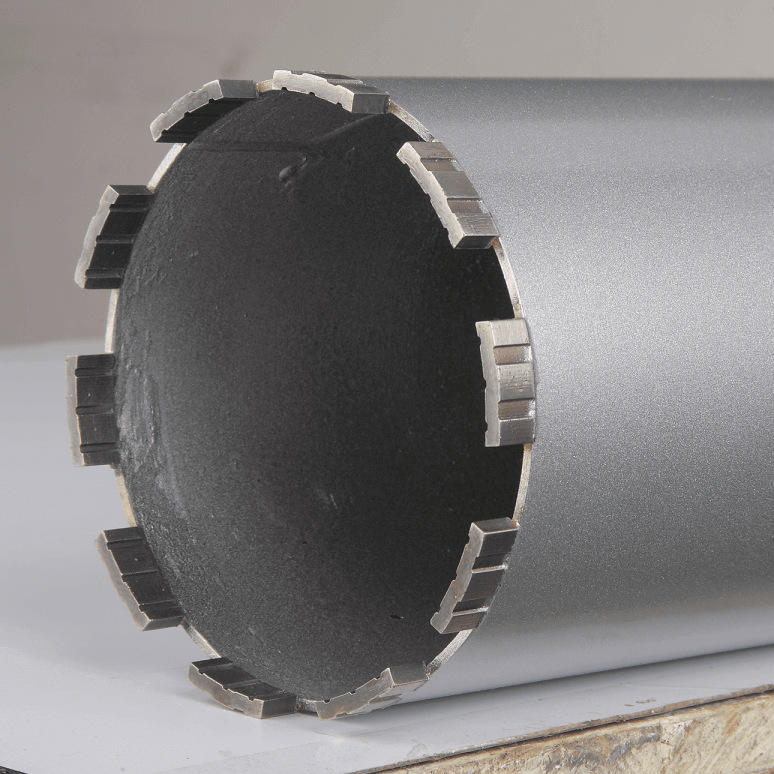


Las brocas de diamantes sirven para perforar y realizar taladros, obtener testigos de muestra para los laboratorios de control de calidad u otras necesidades de la industria de la construcción.
La estructura de estas brocas consta de un tubo y de segmentos de diamante soldados en el perímetro. En el extremo opuesto usan una conexión, generalmente normalizada, para conectarlas al eje del motor de la perforadora.
Las brocas se adaptan según las necesidades, teniendo en cuenta el material a perforar u otras variantes, como la potencia del motor.
Dado que no hay dos proyectos de perforación iguales, escoger la mejor broca diamantada puede marcar la diferencia en el rendimiento de los equipos de perforación.
Junto a una gama completa de matrices y configuraciones diversas, Fordia proporciona a los clientes la asistencia técnica necesaria para ayudarles a encontrar la herramienta que les permita optimizar el trabajo de perforación.
Para seleccionar la herramienta diamantada apropiada, consulte nuestro catálogo de matrices o solicite que uno de nuestros representantes lo asesore en función de sus necesidades específicas.





Discos: Problemas y Soluciones
| Problemas | Soluciones |
|---|---|
| Exagerado desgaste lateral de los segmentos de corte | Controlar la desviación lateral. Máxima: 0,10. Controlar que las caras de sujeción de las flanchas sean iguales y paralelas |
| Vibraciones del disco | Controlar la tensión del disco. Controlar mandril y rulemanes. |
| Zumbido del disco | Controlar la tensión del disco o si está empastado. Controlar si el caudal de agua es correcto. Disminuir un poco la presión de corte. |
| Almas torcidas o cóncavas | Verificar si el alma trabaja dentro de la tolerancia especificada o someter a control de fábrica. |
| Deformación periférica | Cortar suavemente piedras muy abrasivas (hormigón, mosaico) para su correcto centrado |
Recomendaciones útiles e importantes para el montaje del Disco Diamantado:
El juego máximo permitido en el mandril portadisco, tanto axial como radial no debe exceder en ningún modo los 0.01 en ambos casos
Las Oscilaciones y concentridades del disco no deben superar 0.1 en los diámetros pequeños y en los discos grandes hasta 0.5 como máximo.
El movimiento de avance relativo a la mesa porta block, con relación al eje porta disco debe ser perfectamente paralelo y perpendicular al disco de diamante.
La rotación del disco debe ser en el sentido que marca la flecha, en caso contrario no corta y podrían desprenderse o saltarse algún diamante.
Cuando más duro es el material se tendrá que disminuir la profundidad de corte para evitar exceso de presión en el alma, estando esta propensa a sufrir vibraciones por la resistencia del material o desviación con el consiguiente destensionado.
La velocidad de avance deberá ser los suficiente práctica teniéndose que experimentar sobre el trabajo por la tremenda diferencia que existe entre las variadas propiedades en mineralogía.
| Sistema Universal de Refrigeración | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Disco Ø | 200 | 300 | 350 | 400 | 500 | 600 | 800 | 1000 | 1200 | 1500 | 2000 | 2500 |
| Litros x minuto | 8 | 12 | 15 | 22 | 25 | 30 | 35 | 45 | 55 | 65 | 75 | 100 |
| Giros de mandril en relación a la velocidad periférica que tiene que desarrollar el disco | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ø | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 |
| 250 | 1500 | 2000 | 2400 | 2800 | 3200 | 3600 | 4000 | 4300 | 4800 | 5200 |
| 350 | 1100 | 1350 | 1650 | 1900 | 2200 | 2500 | 2800 | 3100 | 3400 | 3700 |
| 400 | 950 | 1200 | 1450 | 1700 | 1900 | 2200 | 2450 | 2700 | 2900 | 3200 |
| 500 | 750 | 950 | 1150 | 1300 | 1500 | 1700 | 1950 | 2100 | 2300 | 2500 |
| 600 | 650 | 800 | 950 | 1150 | 1300 | 1450 | 1650 | 1800 | 1950 | 2100 |
| 800 | 500 | 600 | 750 | 850 | 1000 | 1100 | 1250 | 1350 | 1500 | 1600 |
| 1000 | 380 | 450 | 550 | 650 | 750 | 850 | 950 | 1050 | 1150 | 1200 |
| 1200 | 300 | 400 | 450 | 550 | 600 | 700 | 750 | 850 | 900 | 1000 |
| 1500 | 260 | 330 | 400 | 450 | 500 | 600 | 650 | 700 | 800 | 850 |
| 2000 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 650 |
| 2500 | 150 | 200 | 240 | 280 | 320 | 350 | 400 | 420 | 480 | 500 |
| Muy Duros | Duros | Blandos | ||||||||
Materiales: Problemas y Soluciones
| Problemas | Soluciones |
|---|---|
| Angulos encallados | Controlar la desviación lateral. Máxima: 0,10. Controlar la excentricidad periférica. Máximo: 0,6. Controlar la perpendicularidad del mandril y su paralelismo. En caso de cortar en varias pasadas, la ultima debe realizarse en sentido contrario para evitar la rotura del ángulo inferior. |
| Superficies imperfectas | Controlar la desviación lateral. Controlar la tensión del disco, mandril, rulemanes y flanchas. la flancha debe tener una desviación máxima de 0,03. |
| Cortes torcidos | Controlar la tensión del disco. Controlar la perpendicularidad del mandril y el soporte del banco. la tolerancia no debe exceder de 0,30. Corolar que las flanchas sean de las medidas aconsejadas y correctamente centradas. fijar permanentemente el material a cortar. Cuidar que el disco esté convenientemente reavivado para no producir mayores esfuerzos o cargas, eliminando así posibles desviaciones y aún fisuras o roturas del disco. |